 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Produits

Ligne de production de tôles galvanisées à chaud continues (HGI)
Solution de classification
La tôle laminée à chaud est utilisée comme matériau brut, et la surface de la bande d'acier est recouverte d'une couche de zinc ou d'alliage aluminium-zinc par revêtement par trempage à chaud. Elle possède d'excellentes propriétés de protection cathodique, ce qui en fait un produit largement utilisé dans divers domaines tels que l'industrie, l'agriculture et la construction. Il s'agit aujourd'hui de produits de revêtement couramment utilisés.
- Vue d'ensemble
- Demande de renseignements
- Produits associés
Caractéristiques principales de l'unité :
Matériau brut : Largeur de bande : 600-1550 mm, épaisseur : 1,5-4,0 mm, bobine d'acier au carbone bas après décaper, sans huile ou peu d'huile.
Type d'enduction : GI, GA, GF ; poids : 60-600g/m2
Qualité du produit : Conforme à la norme GB/T2518-2008
Vitesse de l'unité : Entrée Max 200 mpm, section de traitement, Max 150 mpm, section de sortie Max 200 mpm
Production annuelle : 200 000 - 400 000 tonnes par an
Méthode d'économie d'énergie : récupération de la chaleur des gaz d'échappement, brevet SUNNY
Four d'anneau continu : chauffage non oxydant (NOF) + chauffage par tube rayonnant (RTF), type horizontal ou en L
Type de combustible : Gaz naturel, gaz de pétrole liquéfié, gaz mixte, gaz de coke
Matériel de soudage : soudeur à double rouleau avec joint chevronné
Forme de dégraissage : dégraissage chimique + dégraissage électrolytique + rinçage à l'eau tertiaire, horizontal (peut être omis)
Type de bain de zinc : bain de zinc à induction céramique
Couteau à air : brevet SUNNY
Machine de finition : finition humide à quatre rouleaux, grande force de roulement de 6 000KN
Machine d'alignement par traction : deux courbures et un redressement
passivation/résistance aux empreintes digitales : Cr6+, Cr3+, passivation inorganique, application par rouleau
Méthode d'application d'huile : lubrification électrostatique
Système de commande électrique : système de commande par variation de fréquence AC SIEMENS ou ABB
Automatisation industrielle : système de contrôle automatisé SIEMENS ou ABB
Le flux de procédé principal de l'unité :
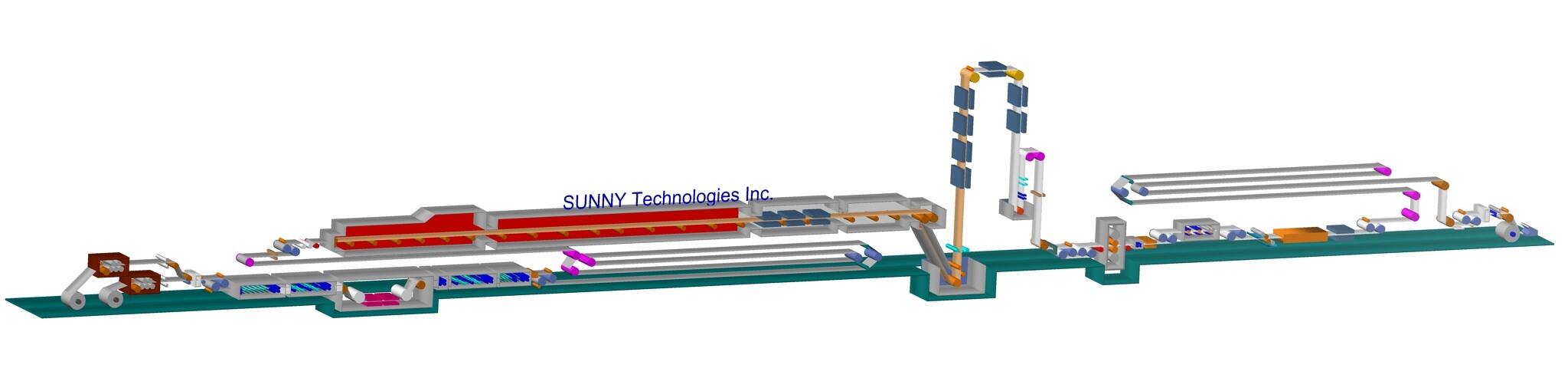
Décovillement →le soudage →désengraissage (optionnel) →Réduction NOF →galvanisation →(alliage) →lissage →redressage →passivation/résistance aux empreintes digitales →enduction électrostatique →fractionnement →enroulement








