 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Produits

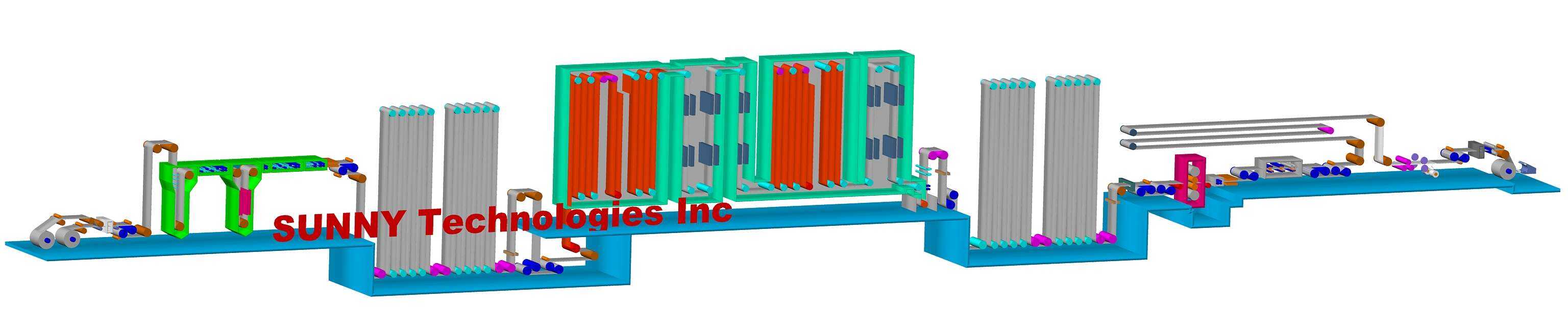
Ligne d'affinage continu (CAL)
Solution de classification
Le recuit des bandes d'acier vise à homogénéiser la composition chimique et la structure de l'acier, à affiner le grain, à ajuster la dureté, à éliminer les contraintes internes et l'endurcissement par travail, et à améliorer les performances de mise en forme et de traitement de l'acier.
- Vue d'ensemble
- Demande de renseignements
- Produits associés
Le recuit des bandes d'acier vise à homogénéiser la composition chimique et la structure de l'acier, à affiner le grain, à ajuster la dureté, à éliminer les contraintes internes et l'endurcissement par travail, et à améliorer les performances de mise en forme et de traitement de l'acier.
Le recuit continu est le processus consistant à chauffer la bande d'acier à une température appropriée sous une atmosphère protectrice et à la maintenir pendant un certain temps, puis à refroidir et traiter par survieillissement. Afin d'améliorer la qualité de surface de la bande, une machine à nivellement en ligne est généralement conçue.
Caractéristiques principales de l'unité :
Matériau brut : Bande d'acier : Largeur : 600-1550 mm, épaisseur : 0,2-1,2 (1,5) mm
Matière : Bobine d'acier laminé à froid SPCC, SPCD, SPCE, conforme à JISG3141
Qualité du produit : CQ, DQ et DDQ, conforme à JISG3141
Vitesse de l'unité : Entrée 0-240 mpm, section de traitement, 0-180 mpm, section de sortie 0-240 mpm
Production annuelle : 100 000 - 300 000 t/an
Méthode d'économie d'énergie : récupération de la chaleur des gaz d'échappement, brevet SUNNY
Four de recuit continu : chauffage entièrement par tubes rayonnants (RTF), vertical
Type de combustible : gaz naturel, gaz de pétrole liquéfié, gaz mélangé, gaz de coke et électricité
Équipement de soudage : soudeuse à chevauchement étroit
Forme de dégraissage : dégraissage chimique + dégraissage électrolytique + rinçage à l'eau en trois étapes, vertical ou horizontal
Lisseuse : lisseuse humide à quatre rouleaux, force de laminage maximale de 6 000KN
Machine d'aplatissement : deux cintrages et deux redressages (Optionnel)
Méthode d'application d'huile : lubrification électrostatique
Système de commande électrique : système de commande par variation de fréquence AC SIEMENS ou ABB
Instrumentation automatique : système de contrôle automatisé SIEMENS ou ABB
Le flux de procédé principal de l'unité :
 '
'
Déroulement → soudage → dégraissage (lavage au carbonate + frottage au carbonate + électrolyse + nettoyage à l'eau + rinçage à l'eau) → réduction de recuit (chauffage → trempage → refroidissement rapide → survieillissement → deuxième refroidissement → trempe à l'eau → séchage) → aplanissement → étirage → Retraçage → Inspection → Huilage → Débitage → Enroulement








