 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Produits

Ligne de production de tôles galvanisées à rouleaux froids continues (GI)
Solution de classification
En utilisant la tôle laminée à froid comme matériau brut, la surface de l'acier en bande est recouverte d'une couche de zinc ou d'alliage aluminium-zinc par un revêtement par trempage chaud. Elle possède une forte performance de protection cathodique, ce qui la rend largement utilisée dans divers secteurs tels que l'industrie, l'agriculture et la construction. Il s'agit des produits de revêtement couramment utilisés aujourd'hui.
- Vue d'ensemble
- Demande de renseignements
- Produits associés
Caractéristiques principales de l'unité :
Matériau brut : Largeur du ruban : 600-1550 mm, épaisseur : 0,2-1,2 (1,5) mm
acier au carbone faible laminé à froid SPCC, SPCD, FH, conforme à JISG3141
Type d’enduction : GI, GA, GF ; poids : 60-300g/m2
Qualité du produit : Conforme à la norme GB/T2518-2008
Vitesse de l'unité : Entrée 0-320 mpm, section de traitement, 0-240 mpm, section de sortie 0-320 mpm
Production annuelle : 100 000-400 000 tonnes par an
Méthode d'économie d'énergie : Utilisation intégrée de la récupération de chaleur des gaz d'échappement, brevet SUNNY
Four d'alliage continu : Chauffage non oxydant (NOF) + chauffage à tubes rayonnants complets (RTF), vertical, horizontal ou en forme de L
Type de combustible : gaz naturel, gaz de pétrole liquéfié, gaz mélangé, gaz de coke et électricité
Équipement de soudage : soudeuse à chevauchement étroit
Forme de dégraissage : dégraissage chimique + dégraissage électrolytique + rinçage à l'eau en trois étapes, vertical ou horizontal
Type de bain de zinc : bain de zinc à induction céramique
Couteau à air : brevet SUNNY
Machine de finition : finition humide à quatre rouleaux, grande force de roulement de 4 000KN
Machine d'ébarbage : deux courbures et deux redressages
passivation/résistance aux empreintes digitales : Cr6+, Cr3+, revêtement organique, application par rouleau
Méthode d'application d'huile : lubrification électrostatique
Système de commande électrique : système de commande automatique à fréquence variable AC SIEMENS ou ABB
Automatisation industrielle : système de contrôle automatique intelligent SIEMENS ou ABB
Le flux de procédé principal de l'unité :
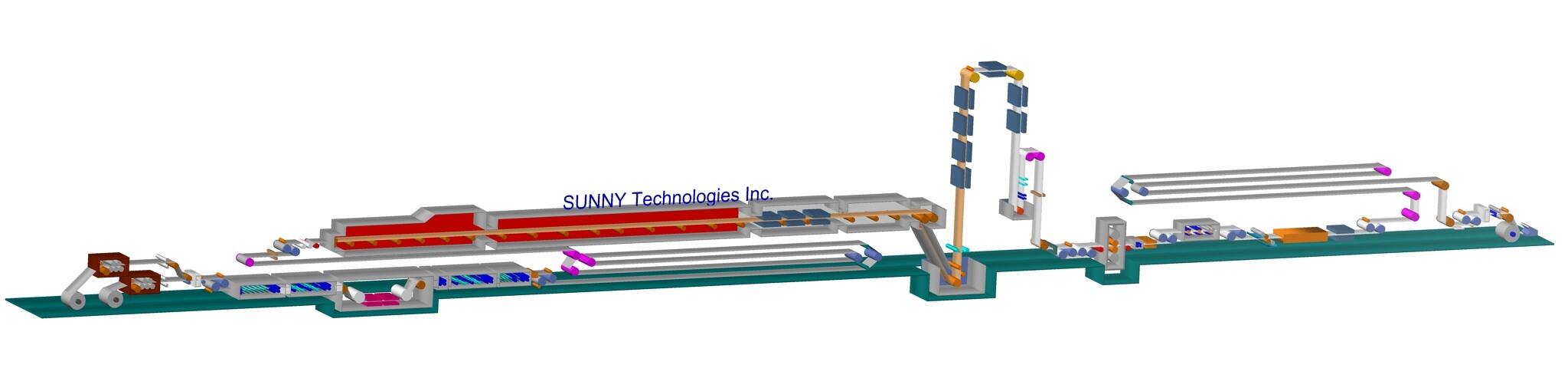
Décovillement →soudures, →dégraissage, →recuit réducteur, →galvanisation, →lissage →étirage →passivation/couche résistante aux empreintes digitales →enduction électrostatique →rebobinage partiel →enroulement








