 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Sản phẩm

Dây chuyền sản xuất tấm thép cuộn nóng mạ kẽm liên tục (HGI)
Phương án phân loại
Bảng thép cán nóng được sử dụng làm nguyên liệu, và bề mặt thép cuộn được phủ một lớp kẽm hoặc hợp kim nhôm-kẽm bằng phương pháp nhúng nóng. Nó có hiệu suất bảo vệ cathodic mạnh mẽ, khiến nó được sử dụng rộng rãi trong nhiều lĩnh vực như công nghiệp, nông nghiệp và xây dựng. Đây là sản phẩm coating được sử dụng phổ biến ngày nay.
- Tổng quan
- Yêu cầu báo giá
- Sản phẩm liên quan
Đặc điểm chính của đơn vị:
Vật liệu thô: Chiều rộng dải: 600-1550mm, độ dày: 1.5-4.0mm, cuộn thép carbon thấp cán nóng sau khi tẩy axit, không dầu hoặc ít dầu.
Loại mạ: GI, GA, GF; trọng lượng: 60-600g/m2
Chất lượng sản phẩm: Tuân thủ GB/T2518-2008
Tốc độ đơn vị: Đầu vào tối đa 200mpm, phần quy trình, tối đa 150mpm, phần đầu ra tối đa 200mpm
Năng suất hàng năm: 200.000-400.000 tấn/năm
Phương pháp tiết kiệm năng lượng: thu hồi nhiệt thải từ khí thải, bằng sáng chế SUNNY
Lò nung liên tục: Sưởi ấm không oxy hóa (NOF) + sưởi ấm bằng ống bức xạ (RTF), dạng ngang hoặc dạng L
Loại nhiên liệu: Khí tự nhiên, khí gas hóa lỏng, khí hỗn hợp, khí lò luyện cốc
Thiết bị hàn: Máy hàn nối mép cuộn kép
Hình thức tẩy dầu: Tẩy dầu hóa học + tẩy dầu điện phân + rửa nước ba lần, ngang (có thể bỏ qua)
Loại bể kẽm: Bể kẽm cảm ứng gốm sứ
Dao không khí: bằng sáng chế của SUNNY
Máy hoàn thiện: Hoàn thiện ướt bốn cuộn, lực cán lớn 6.000KN
Máy kéo thẳng: Hai uốn và một thẳng
chống oxy hóa/kháng dấu vân tay: Cr6+, Cr3+, chống oxy hóa vô cơ, phun lăn
Phương pháp bôi trơn: bôi trơn tĩnh điện
Hệ thống điều khiển điện: Hệ thống điều khiển tần số AC SIEMENS hoặc ABB
Tự động hóa công nghiệp: Hệ thống tự động hóa SIEMENS hoặc ABB
Quy trình chính của dây chuyền:
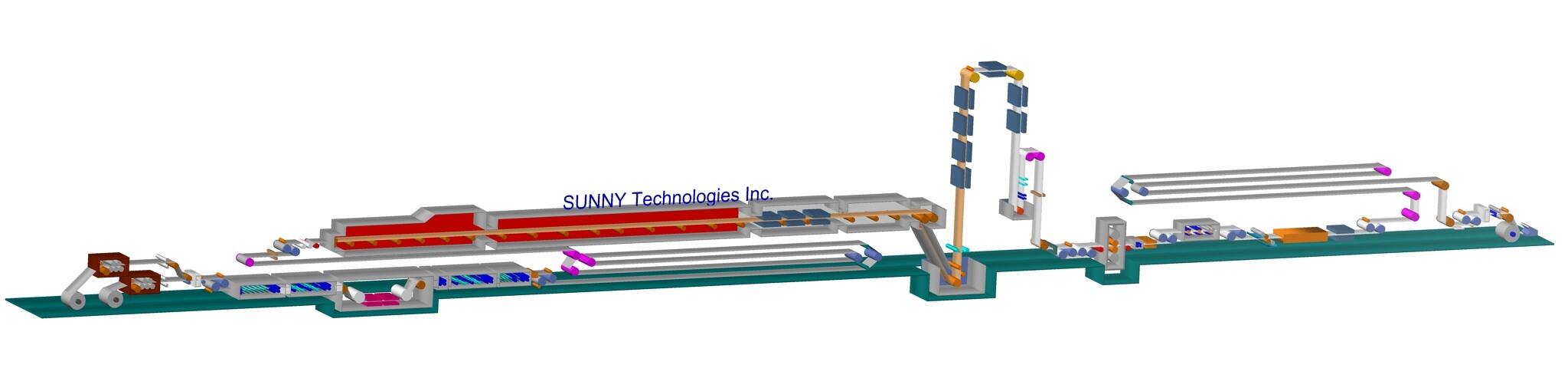
Bung cuộn →hàn →làm sạch dầu (tùy chọn) →Giảm NOF →tăng nhựa →(hợp kim hóa) →làm mịn →căn chỉnh →chống oxy hóa/chống dấu vân tay →bôi dầu điện stat →cắt →cuộn








