 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Продукция

Непрерывная линия производства горячекатаного оцинкованного листа (HGI)
Классификация решения
В качестве сырья используется горячекатаный лист, и поверхность полосы покрывается слоем цинка или алюминиево-цинкового сплава методом горячего цинкования. Он обладает сильной катодной защитой, что делает его широко используемым в различных областях, таких как промышленность, сельское хозяйство и строительство. Сегодня это широко распространенные покрытые продукты.
- Обзор
- Запрос
- Сопутствующие товары
Основные характеристики агрегата:
Исходный материал: Ширина полосы: 600-1550 мм, толщина: 1.5-4.0 мм, горячекатаная низкоуглеродистая стальная катушка после травления, без масла или с минимальным содержанием масла.
Тип покрытия: GI, GA, GF; вес: 60-600г/м2
Качество продукции: Соответствует ГОСТ Р/Т2518-2008
Скорость агрегата: Входной максимум 200 м/мин, технологический участок, максимум 150 м/мин, выходной участок максимум 200 м/мин
Годовая производительность: 200,000-400,000 тонн в год
Энергосберегающий метод: восстановление тепла отходящих газов, патент SUNNY
Непрерывная отжиговая печь: Безокислительный нагрев (NOF) + нагрев трубчатыми радиаторами (RTF), горизонтальный или L-образный тип
Тип топлива: Природный газ, сжиженный нефтяной газ, смесевой газ, коксовый газ
Оборудование для сварки: Сварщик двойного катящегося краевого шва
Способ обезжиривания: Химическое обезжиривание + электролитическое обезжиривание + промывка трёхступенчатой водой, горизонтальное (может быть опущено)
Тип цинкового котла: Керамический индукционный цинковый котёл
Воздушный нож: патент SUNNY
Завершающий станок: Четырёхвалковая влажная отделка, большая сила проката 6000KN
Машина для вытяжки: Две гибки и одна вытяжка
пассивация/устойчивость к отпечаткам пальцев: Cr6+, Cr3+, неорганическая пассивация, роликовое нанесение
Способ нанесения масла: электроосаждение масла
Электрическая система управления: Система частотного преобразования SIEMENS или ABB AC
Промышленная автоматизация: Система автоматического управления SIEMENS или ABB
Основной технологический процесс агрегата:
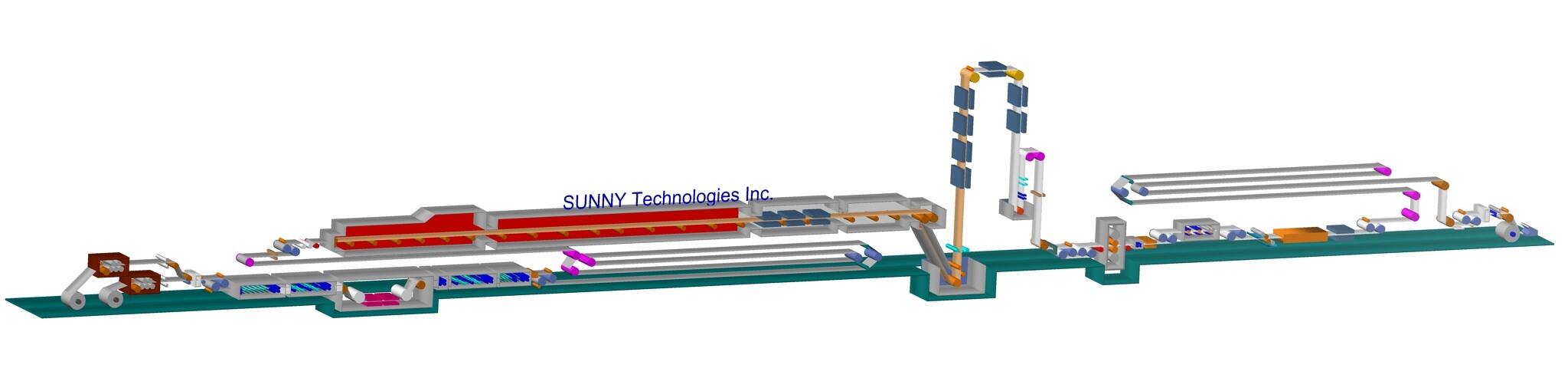
Размотка →сварка →очистка (опция) →Снижение NOF →сцинкование →(алюминирование) →выравнивание →выпрямления →пассивация/устойчивость к отпечаткам пальцев →электростатическая смазка →разрезание →обмотка








