 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

ผลิตภัณฑ์

สายการผลิตแผ่นเคลือบกินซิงค์แบบร้อนต่อเนื่อง (HGI)
วิธีการจัดหมวดหมู่
แผ่นเหล็กกลิ้งร้อนใช้เป็นวัตถุดิบ และผิวของเหล็กกลิ้นจะถูกเคลือบทับด้วยชั้นของสังกะสีหรืออัลลอยด์อะลูมิเนียม-สังกะสีโดยกระบวนการเคลือบแบบร้อน ซึ่งมีสมรรถนะการป้องกันไฟฟ้าลบอย่างแข็งแกร่ง ทำให้สามารถนำไปใช้งานในหลากหลายสาขา เช่น อุตสาหกรรม เกษตรกรรม และก่อสร้าง เป็นผลิตภัณฑ์เคลือบที่ได้รับความนิยมในปัจจุบัน
- ภาพรวม
- สอบถามข้อมูล
- ผลิตภัณฑ์ที่เกี่ยวข้อง
คุณสมบัติหลักของหน่วยงาน:
วัสดุดิบ: กว้างของแถบโลหะ: 600-1550mm, ความหนา: 1.5-4.0mm, เหล็กกลิ้งร้อนคาร์บอนต่ำขดลวดหลังจากการฟอกกรด, ไม่มันหรือมันน้อย
ประเภทการเคลือบ: GI, GA, GF; น้ำหนัก: 60-600g/m2
คุณภาพของผลิตภัณฑ์: สอดคล้องกับ GB/T2518-2008
ความเร็วของหน่วย: เข้าสูงสุด 200mpm, ส่วนกระบวนการ, สูงสุด 150mpm, ส่วนออกจากสูงสุด 200mpm
ผลผลิตต่อปี: 200,000-400,000 ตันต่อปี
วิธีประหยัดพลังงาน: การนำความร้อนเหลือทิ้งจากไอเสียกลับมาใช้ใหม่, สิทธิบัตร SUNNY
เตาอบแอนเนลิงต่อเนื่อง: การทำความร้อนแบบไม่เกิดออกซิเดชัน (NOF) + การทำความร้อนด้วยท่อรังสี (RTF), แนวนอนหรือรูปตัว L
ประเภทเชื้อเพลิง: ก๊าซธรรมชาติ, ก๊าซปิโตรเลียมเหลว, ก๊าซผสม, ก๊าซเตาเผาถ่านหิน
เครื่องมือเชื่อม: เครื่องเชื่อมรอยต่อแบบกลิ้งสองชั้น
รูปแบบการทำให้ปราศจากไขมัน: การล้างไขมันด้วยเคมี + การล้างไฟฟ้าอิเล็กโทรไลต์ + การล้างน้ำระดับสาม, แนวนอน (อาจละเว้นได้)
ประเภทหม้อสังกะสี: หม้อสังกะสีด้วยการเหนี่ยวนำเซรามิก
มีดลม: สิทธิบัตรของ SUNNY
เครื่องขัดผิวสุดท้าย: การขัดผิวด้วยระบบหมุนสี่แกนแบบเปียก, แรงกดมากถึง 6,000KN
เครื่องดึงและปรับตรง: การงอสองครั้งและการปรับตรงหนึ่งครั้ง
การเคลือบป้องกันการเกิดสนิม/ลายนิ้วมือ: Cr6+, Cr3+, การเคลือบสารป้องกันแบบไม่มีอินทรียวัตถุ, การเคลือบด้วยลูกกลิ้ง
วิธีการใส่น้ำมัน: การใส่น้ำมันแบบสถิตไฟฟ้า
ระบบควบคุมไฟฟ้า: ระบบควบคุมความถี่กระแสสลับของ SIEMENS หรือ ABB
ระบบอัตโนมัติทางอุตสาหกรรม: ระบบควบคุมอัตโนมัติของ SIEMENS หรือ ABB
กระบวนการหลักของสายการผลิต:
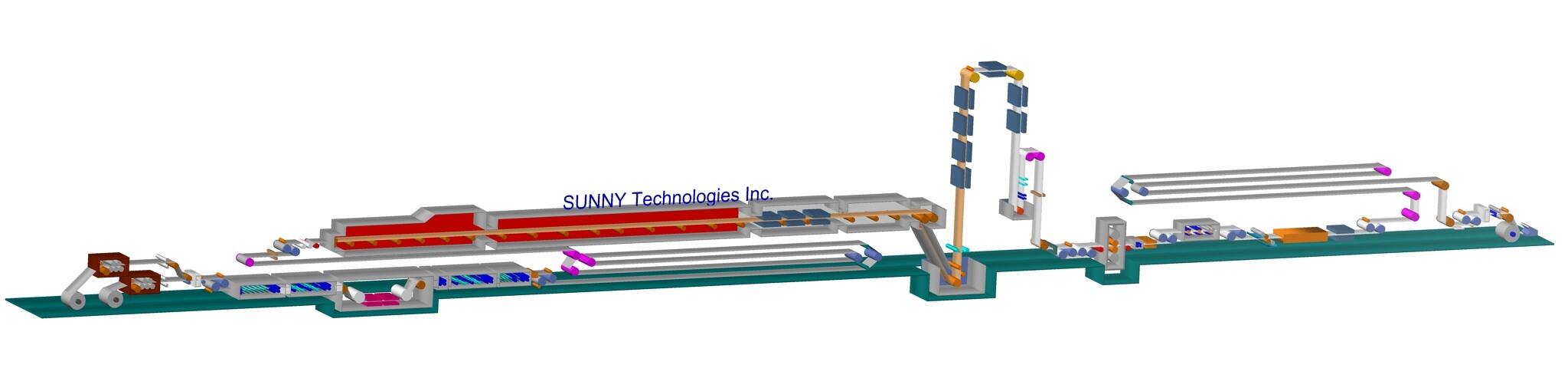
การคลายขดลวด →การปั่น →การทำความสะอาดด้วยสารละลาย (ตัวเลือก) →การลด NOF →การกระปุก →(การเคลือบโลหะผสม) →การทำให้เรียบ →การดัดตรง →การป้องกันการเกิดสนิม/การต้านการทิ้งรอยนิ้วมือ →การทาออยล์แบบไฟฟ้าสถิต →slitting →การม้วน








