 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Termékek

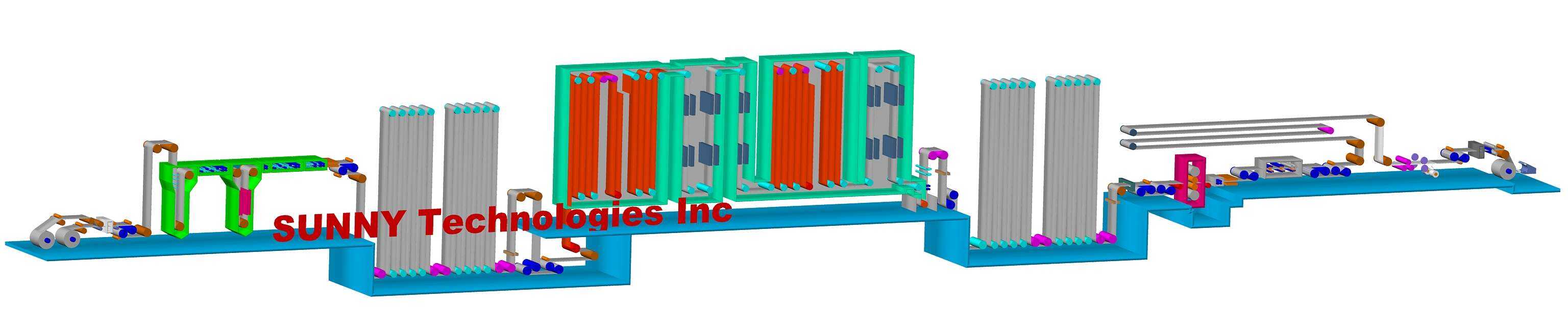
Folyamatos sörétező sor (CAL)
Osztályozási Megoldás
A vállalékok fekélyítése a vasból való kiválasztás és szerkezet egyenlő terjesztésére, a gyűrűk finomítására, a keményítés beállítására, a belső tömeg és a munka keményítésének enyhítésére, valamint a vas formálási és feldolgozási tulajdonságainak javítására szolgál.
- Áttekintés
- Érdeklődés
- Kapcsolódó termékek
A vállalékok fekélyítése a vasból való kiválasztás és szerkezet egyenlő terjesztésére, a gyűrűk finomítására, a keményítés beállítására, a belső tömeg és a munka keményítésének enyhítésére, valamint a vas formálási és feldolgozási tulajdonságainak javítására szolgál.
Folytonos áteresztés a lábos acél melegítése megfelelő hőmérsékletre védelmi légkör alatt, majd bizonyos időszakra tartózza, utána hűtés és túleresztési kezelés következik. A lábok felületi minőségének javítása érdekében általánosan terveznek egy online simítógépet.
A berendezés fő jellemzői:
Feltétel: Lábvas: Szélesség: 600-1550mm, vastagság: 0,2-1,2 (1,5) mm
Anyag: Hűvös gyújtott acélkarika SPCC, SPCD, SPCE, illeszkedik a JISG3141-hez
Termékminőség: CQ, DQ és DDQ, illeszkedik a JISG3141-hez
Település sebessége: Bejárati rész 0-240mpm, feldolgozási rész, 0-180mpm, kijárati rész 0-240mpm
Éves termelési kapacitás: 100,000-300,000 tonna évente
Energia-megtakarítási módszer: kiburok hőszivattyának újrahasznosítása, SUNNY szabadalom
Folyamatos áramlású őrlő: Teljes sugárrétegű fűtés (RTF), függőleges
Üzemanyag típusa: természetes gáz, likvidált petrolgáz, keverékgáz, kokssütőgáz és elektromos energia
Csavarító berendezés: szűk átfedéses csavarító
Tisztítási forma: Kémiai tisztítás + elektrolitikus tisztítás + harmadrendű vízibilincselés, függőleges vagy vízszintes
Kifinomásító gép: Négygurutós fehér kifinomásítás, maximum 6000KN összeomítási erő
Húzó egyenesítő gép: Két íveltés és két egyenesítés (Opcionális)
Olajozási módszer: Elektrostatikus olajozás
Elektromos vezérlő rendszer: SIEMENS vagy ABB AC gyakorisági átalakító vezérlőrendszer
Automatizálási eszközök: SIEMENS vagy ABB automatizálási vezérlőrendszer
A telep fő folyamata:
 '
'
Kifedezés → összefűzés → szalagosítás (alkális mosás + alkális tisztítás + elektrolízis + vízi tisztítás + vízi megmosás) → áteresztéses csökkentés (fúvás → tartósítás → gyors hűtés → túlérés → második hűtés → vízi gyomvasztás → szárítás) → kijárózás → kinyújtás → Vágás → Ellenőrzés → Olajozás → Darabolás → Fedezés








